How to prepare the matrix for supercritical CO2 extraction?
Are you curious to find out how supercritical CO2 extraction works? Have you read that supercritical CO2 extraction is a method of separating compounds but would like to know some more details? Or are you interested in how the matrix is prepared for supercritical CO2 extraction?
Here’s an article that will answer all your questions!
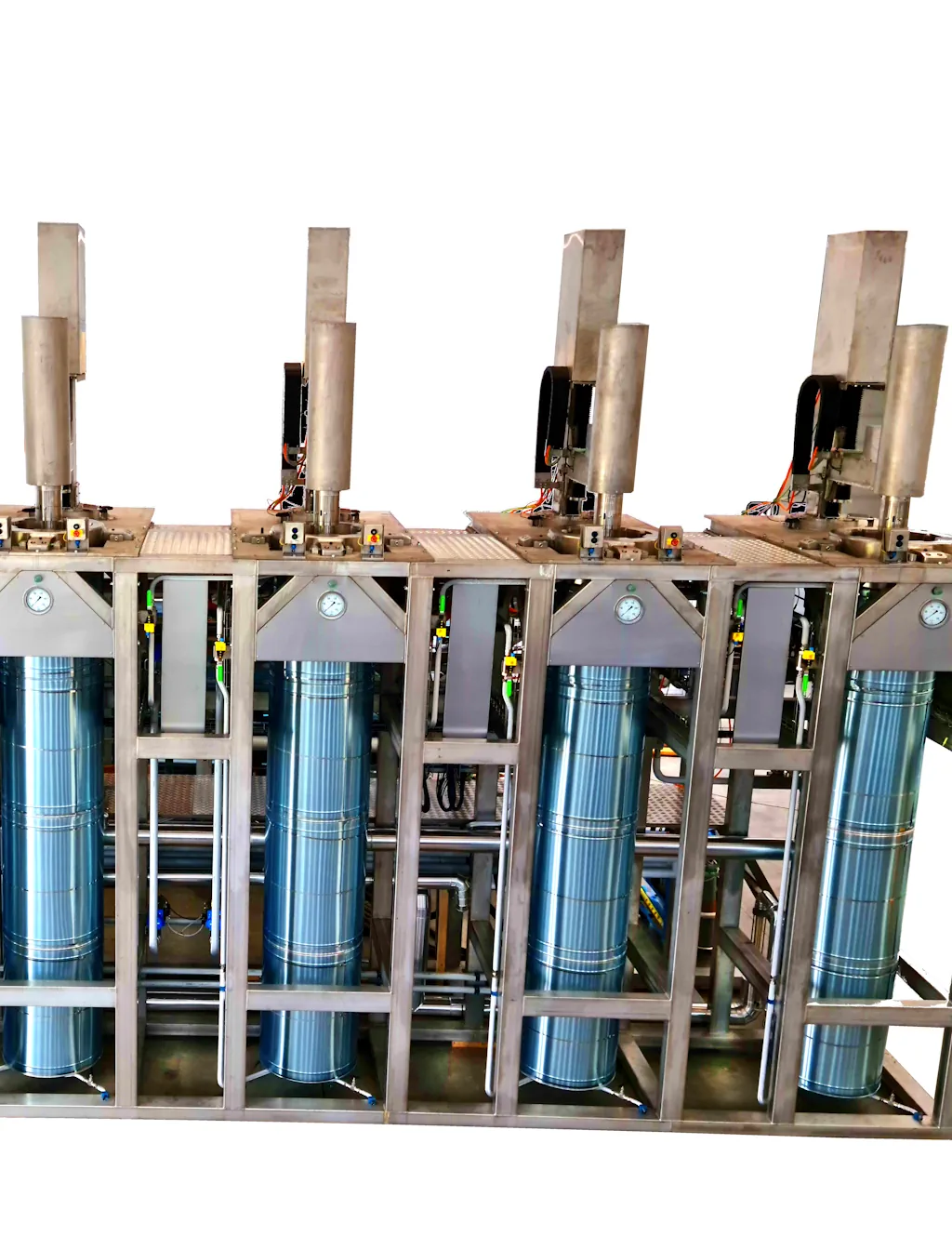
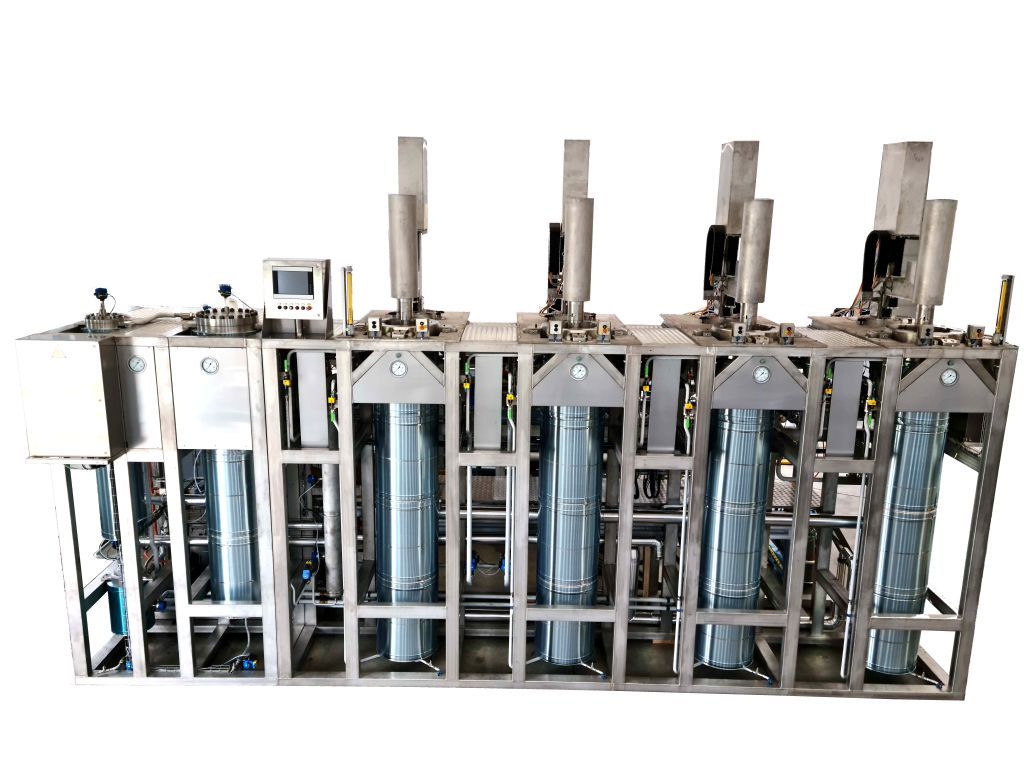
Take a few minutes to read this article that we at Separeco, an Italian company that produces machines and systems for extracting compounds and natural materials using supercritical CO2 technology, have prepared to explain how to prepare the matrix for supercritical CO2 extraction. We will explore together how the process of supercritical CO2 extraction unfolds and how to best prepare the matrix by eliminating water. This type of extraction is an eco-friendly alternative to other conventional extraction methods.
Enjoy your reading!

Supercritical CO2 Extraction: The Innovative and Eco-Friendly Extraction Method
Supercritical CO2 extraction is a method of separating valuable compounds from plant matrices with high efficiency and selectivity. Supercritical fluids are highly compressed gases which at a certain specific temperature and pressure behave halfway between a gas and a liquid. Once reached the supercritical state, the extraction solvent density increases with the increase of the pressure, in turn enhancing the solubility of the extracted materials.
The process of supercritical CO2 extraction can be divided into two steps:
- The plant material is solubilized with the solvent at the supercritical state.
- The extracted compounds are then recovered from the solvent to produce the end product.
It is crucial to prepare the plant matrix thoroughly to achieve optimal results during extraction. The matrix should be prepared before being placed in the baskets. Even more important is to remove as much water as possible from the matrix for two main reasons. If you’re interested in learning why it is essential to remove water from the matrix, keep reading!
As mentioned above, it is crucial to prepare the plant matrix to achieve the best results. This means removing water. Here are the reasons why, in the supercritical CO2 extraction process, it is necessary to eliminate water to prepare the matrix effectively.
- Water (which is polar) is incompatible with supercritical CO2 (which is non-polar). Water therefore has the opposite polarity compared to SC-CO2 and is completely insoluble in it, but can be expelled from the matrix by simple mechanical action, uselessly absorbing kinetic energy and lengthening the process times. Make sure you have dried the matrix very well, leaving a quantity of water less than 10% by weight, optimally around 7%, otherwise you will waste energy and money extracting the water (it costs much less to use a dryer!).
- Grinding the matrix is very important because it increases the exchange surface and facilitates extraction. However, we must not exaggerate. Grain size values greater than 2 mm or less than 0.5 mm do not very often give satisfactory results. When the particle size of the matrix is too large, the difficulty coefficient of the extraction may be too large and the process efficiency too low. When the grain size of the matrix is too small we are dealing with dust. Powders easily suffer from the channeling effect. Wormholes form in the matrix and most of the CO2 will pass into these channels without extracting anything. Furthermore, dust tends to clog the filters, which will require frequent cleaning. Dusts < 0.4 mm must be absolutely avoided as they can pass through the filters and clog the high pressure circuit, block the valves, break the basket filters. Typically, the milled matrix should contain less than 10% particle sizes smaller than 0.4 mm.
The key to obtaining excellent supercritical CO2 extraction
The raw material from which the substance of interest is extracted decisively influences the extraction and the result of the extraction. In fact, the extractable elements can be positioned on the surface of the solid material or positioned inside the structure of the material itself. Depending on the interactions between the substances and the solid structure, different effects are visible. In fact, if the compound of interest does not interact with the structure of the matrix, only the solubility by diffusion will be taken into consideration, the simplest extraction action.
Part of the compounds to be extracted may be located close to the surface of the structure, due to cellular disintegration during grinding. This can be the case with waxes. For this reason too, it is better not to overdo the grinding. It is also important not to underestimate the effects of drying, which can cause the formation of fractures in the cell membranes, releasing part of the soluble material.
The particles can be spherical in shape, in pieces, etc… due to the original shape of the material (e.g. leaves) and the grinding process. Their shape can influence the diffusion of the supercritical solvent. It is better to avoid extraction of coarsely chopped matrices – they behave unpredictably, since only the crushed edges of the matrices will have a low extraction difficulty coefficient. The central part of the fragment may have a high extraction difficulty coefficient and therefore compromise the extraction efficiency.
Supercritical CO2 extraction is considered a green alternative to other conventional extraction methods which usually involve large amounts of solvents and produce large volumes of wastes. Moreover, through supercritical CO2 extraction, it is possible to conduct a selective extraction by accurately tuning pressure and temperature and preserving the volatiles of the extract and all the thermolabile molecules which can be damaged during conventional extraction processes.
As you can see, the supercritical CO2 extraction process is an interesting choice in various sectors, as it not only provides safety and environmental sustainability but also delivers high-quality products. If you are a business owner looking to harness the full potential of the supercritical CO2 extraction process, contact us for consultation. Fill out the form below, and we will be happy to assist you in implementing the supercritical CO2 extraction process in your business sector.